

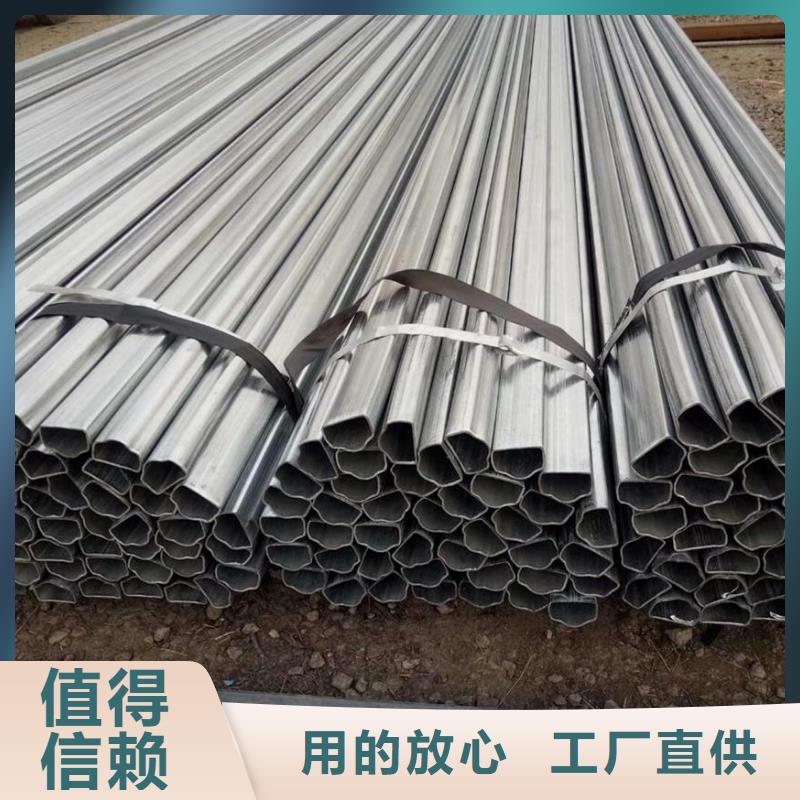

我们的现场实拍视频将带您走进异型管热镀锌管大量现货供应产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:异型管热镀锌管大量现货供应的图文介绍


异型管的分类:
异型管用钢管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异型管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个异型管非常常见的工艺检测方法有以下几种:
异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;
异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;



上饶乐道精密钢管厂家有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 花键钢管产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 花键钢管产品,在 花键钢管的道路上越走越远!



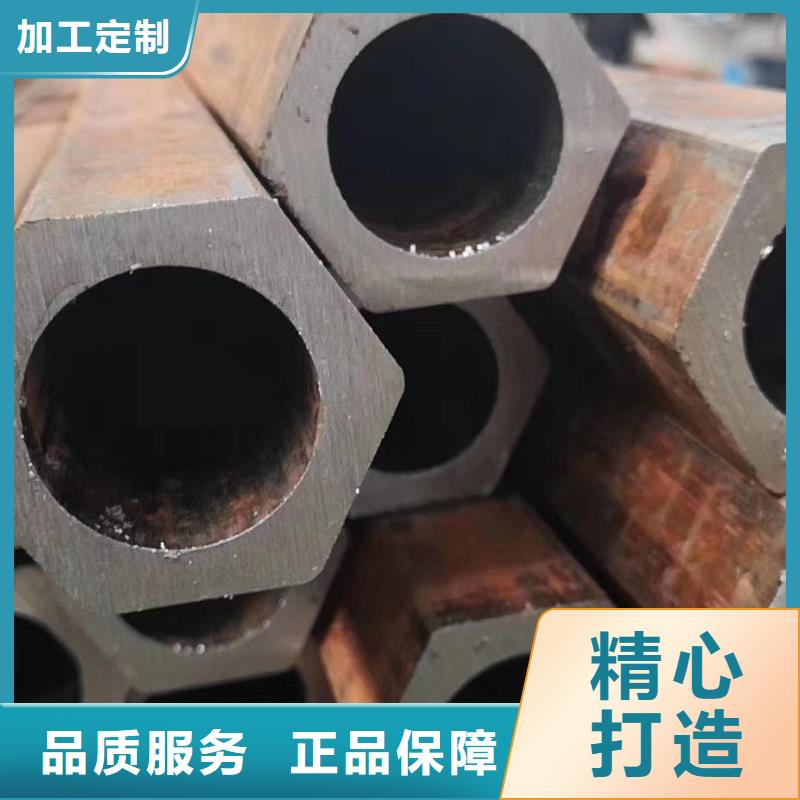
异型管和无缝钢管的区别:
1异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2异型管是近聊城异形钢管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
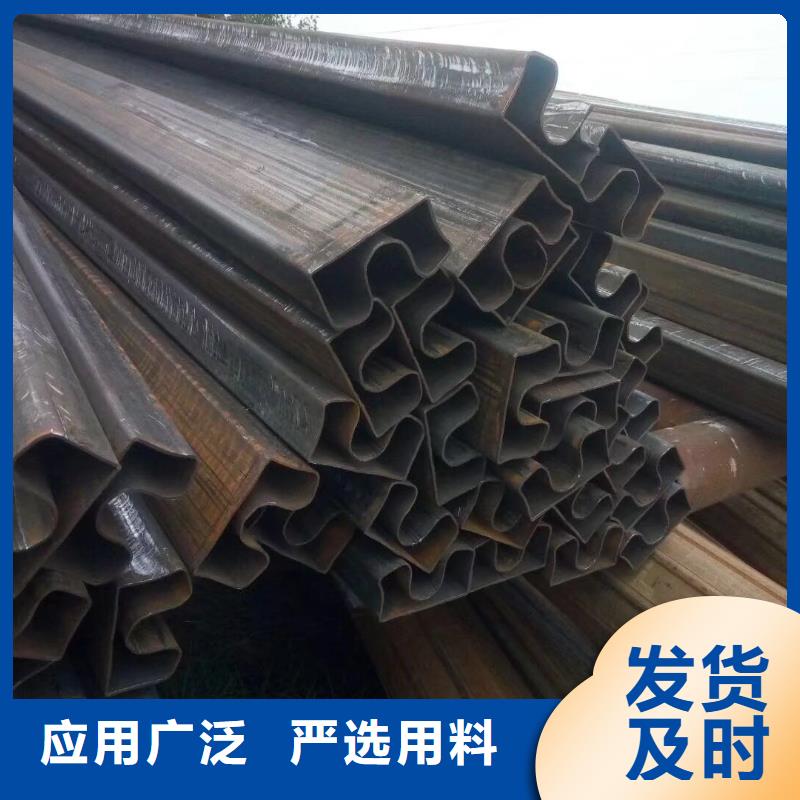
异型管的分类:
异型管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异形钢管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个异型管非常常见的工艺检测方法有以下几种:
异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。


异型管的表面质量十分重要,因为在管坯赴任何残障都市带到制品异型管上,并且有残障的地点频频会酿成应力集中,通过塑性变形将使残障加深、加长;
异型管内部组织紧要是指缩孔和中央疏松,非金属夹杂的积累、气体的含量等。这种要求的严格程度,随异型管的用途和钢种的差异而异;
要对异型管坯进行显微组织的检验,以测定非金属夹杂物(如硫化物、氧化物及碳化物)的含量及分布形态,鉴别带状组织与脱碳层等;
异型管为了担保穿孔过程的合理进行和获得高质量的异型管,必需对管坯的几何尺寸,低倍组织和表面状态等提出严格的要求;
异型管坯的低倍组织不应有肉眼可见≥1级的残余缩孔、翻皮、分层、气泡、砂眼、非金属夹杂、白点及裂纹等。


